
+86-13567973388

Koje su karakteristike i prednosti kromiranih višenamjenskih legura s aluminijskim legurama u pogledu materijala, procesa i upotrebe?
Jedinstvene prednosti kromiranih aluminijskih leguranih materijala
U usporedbi s običnim aluminijskim legurama, kromirani materijali aluminijske legure imaju značajne razlike u tvrdoći, otpornosti na habanje i otpornosti na koroziju. Same aluminijske legure imaju karakteristike male gustoće i lagane težine, koje su pogodne za naslone za naslone za stolice sa potrebama za težinom. Kromiranje je prekrivanje površine aluminijske legure slojem kromiranog metala. Tvrdoća kromiranog metala je izuzetno visoka, što uvelike poboljšava površinsku tvrdoću kromiranih aluminijskih legura, što je manje vjerovatno da će se ogrebati ili nositi u svakodnevnoj upotrebi. U smislu otpornosti na koroziju, sloj kroma može formirati gusti oksidni film, koji učinkovito izolira zrak i vlagu iz matrice aluminijske legure, uvelike smanjuje rizik od korozije oksidacije aluminijskih aluminijskih aluminijskih aluminskih legura i produžava život u službi.

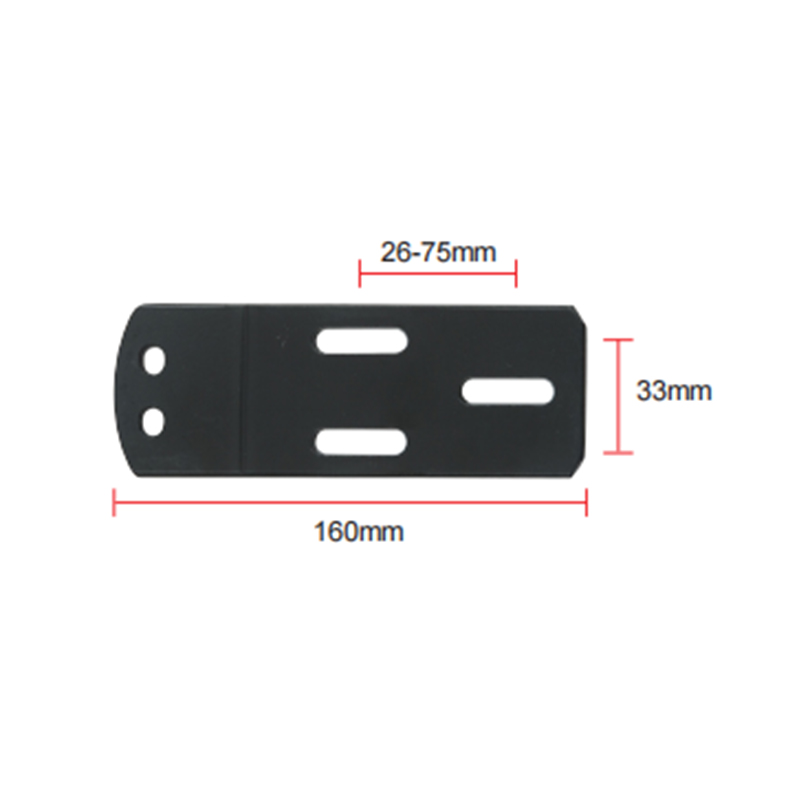
711-5d igračka stolica Chrome aluminijska legura multifunkcionalna dijelova fotelje-5d
Koraci i učinci procesa kromiranog obloga
-
Faza prethodne obrade: Osnovno čišćenje i priprema
Kao početak procesa kromiranog obloga, jezgra zadatak faze prethodne obrade je duboko očistiti aluminijske legurne naslone za ruke, sveobuhvatno ukloniti ulje, nečistoće i oksidni film na površini, te položiti čvrsti temelj za dobru kombinaciju sloja narednog kromiranog obloga i aluminijskog matiksa.
U smislu uklanjanja mrlja ulja, obično se koriste razne metode čišćenja. Za svjetlije mrlje od ulja, za liječenje mogu se koristiti alkalna sredstva za čišćenje. Hidroksidni ioni u alkalnom sredstvu za čišćenje mogu reagirati s masnoćom u mrljama ulja kako bi se saponificirali, razgrađujući mast u soli masnih kiselina i glicerola topive u vodi, uklanjajući na taj način mrlje od ulja. Za tvrdoglave mrlje ulja organska otapala koriste se za čišćenje. Organska otapala mogu otopiti mrlje od ulja i oguliti mast s površine rukohvata na temelju principa sličnih otapanja poput. Tijekom postupka čišćenja, aluminijska legura ruka uglavnom su uronjena u tekućinu za čišćenje, a istovremeno se koristi oprema za ultrazvučno čišćenje. Vibracije visoke frekvencije generirane ultrazvučnim valovima mogu formirati bezbroj sitnih mjehurića u tekućini. Ti će mjehurići stvoriti snažan utjecaj kada puknu, dodatno povećavajući učinak čišćenja i osiguravajući da se mrlje ulja u potpunosti uklone.
Uklanjanje nečistoće se ni ne smije zanemariti. Nečistoće mogu doći iz zaostalih krhotina, prašine itd. U procesu proizvodnje. Ako ove tvari ostanu na površini rukohvata, oni će utjecati na ravnost i adheziju sloja kromiranja. Uobičajene mehaničke metode čišćenja, poput pješčanika, koriste se pijeskom za prskanje velike brzine kako biste pogodili površinu rukohvata kako biste uklonili nečistoće. Istodobno, može stvoriti i određeni stupanj hrapavosti na površini, povećati područje kontakta između kromiranog sloja i supstrata i poboljšati adheziju. Međutim, intenzitet i vrijeme pijeska treba strogo kontrolirati. Prekomjerni intenzitet ili dugo vremena mogu uzrokovati prekomjerno oštećenje površine aluminijske legure, što utječe na snagu i izgled rukohvata.
Uklanjanje oksidnog filma zahtijeva upotrebu kemijskih metoda. Iako oksidni film na površini aluminijske legure u određenoj mjeri može igrati zaštitnu ulogu, on ne pogoduje adheziji kromiranog sloja. Kisele otopine, poput miješane otopine dušične kiseline i hidrofluorske kiseline, obično se koriste za urez rukohvata. Kisela otopina kemijski će reagirati s oksidnim filmom i otopiti ga i ukloniti ga. Tijekom operacije, koncentracija otopine i vrijeme jetkanja moraju se precizno kontrolirati. Ako je koncentracija previsoka ili je vrijeme predugo, supstrat aluminijske legure može se pretjerano korodirati, što rezultira manjom veličinom i smanjenom čvrstoćom rukohvata; Ako je koncentracija preniska ili je vrijeme prekratko, oksidni film neće biti u potpunosti uklonjen, što utječe na efekt kromiranja.
Ako čišćenje nije temeljito u fazi prethodne tretmane, zaostalo ulje i nečistoće ometat će taloženje kroma iona na površini aluminijske legure tijekom procesa kromiranja. Ulje će formirati izolacijski sloj na površini, što onemogućava kromovim ionima da kontaktiraju matricu aluminijske legure; Nečistoće će postati oštećenja u sloju kromiranja, uzrokujući mjehuriće i ljuštenje u kromiranom sloju, što ozbiljno utječe na kvalitetu i radni vijek rukohvata.
-
Korak aktivacije prije nego što se pojačaju površinska aktivnost
Nakon završetka čišćenja pred-tretmana, rukohvat od aluminijske legure ulazi u korak prelaska aktivacije. Svrha ovog koraka je učiniti površinu aluminijske legure vrlo aktivnom liječenjem kemijskih otopina i dodatno poboljšati njegovo prianjanje na sloj kromiranog obloga.
Općenito, za aktiviranje rukohvata koristi se razrijeđena sumporna kiselina ili otopina klorovodične kiseline. U otopini će atomi na površini aluminijske legure reagirati s vodikovim ionima u otopini, čineći površinske atome u nestabilnom aktiviranom stanju. Ovaj će postupak formirati sitne jame i izbočine na površini aluminijske legure, povećati hrapavost površine i specifičnu površinu i tako osigurati više mjesta za taloženje kroma iona. Istodobno, postupak aktivacije također može ukloniti izuzetno tanki oksidni film koji može ostati nakon prethodnog liječenja, osiguravajući da kromirani ioni mogu izravno kontaktirati svježu površinu aluminijske legure tijekom procesa kromiranja.
Vrijeme liječenja aktivacijom i koncentracija otopine također se trebaju precizno kontrolirati. Ako je vrijeme prekratko, površinska aktivacija nije dovoljna i adhezija se ne može učinkovito poboljšati; Ako je vrijeme predugo, to može uzrokovati prekomjernu koroziju na površini aluminijske legure. Koncentraciju otopine također treba prilagoditi prema sastavu i površinskom stanju aluminijske legure. Odgovarajuća koncentracija može osigurati aktivacijski učinak bez oštećenja supstrata.
-
Proces obloge za kromiranje: veza s taloženjem ključa
Proces kromiranja je srž cijelog procesa. Uranjanjem tretiranog rukohvata u kromiranu otopinu za oblaganje kroma se smanjuju i talože na površini rukohvata pod djelovanjem struje kako bi se stvorio kromirani sloj obloge.
Kromirana otopina za oblaganje obično sadrži kromovu kiselinu kao glavnu komponentu i aditive poput sumporne kiseline. Kromalna kiselina će u otopini ionizirati kromijske ione. Kad je rukohvat povezan s krugom kao katoda, pod djelovanjem električnog polja, kromirani ioni u otopini premjestit će se na površinu rukohvata, dobiti elektrone na površini i smanjiti se na metalni kromim, odlažući tako da formira kromirani sloj obloga.
Na debljinu i ujednačenost sloja kromiranog sloja utječu mnogi faktori kao što su vrijeme elektropleta i gustoća struje. Vrijeme eksplozije izravno određuje količinu taloženja kroma iona. Što je duže vrijeme, deblji je kromirani sloj obloge. Međutim, predugo vrijeme za eksploziju ne samo da će povećati troškove proizvodnje, već može uzrokovati i probleme poput hrapavosti i pukotina u kromiranom sloju. Gustoća struje utječe na brzinu taloženja i ujednačenost distribucije kroma iona. Veća gustoća struje može ubrzati brzinu obloga kroma, ali ako je prevelika, formirat će prekomjerno visoku brzinu taloženja lokalno na površini rukohvata, što rezultira neravnom debljinom kromiranog sloja, pa čak i gorućim, crnom i drugim pojavama. Stoga je potrebno precizno prilagoditi vrijeme eksplozije i gustoće struje prema oblika, veličini i kvaliteti zahtjeva rukohvata i kromiranog sloja za oblaganje kako bi se osiguralo da se na površini rukovanja formira ujednačen, gust i umjereno debeli kromirani sloj. Ovo ne samo da može poboljšati otpornost na habanje rukohvata, što ga čini otpornijim na ogrebotine u svakodnevnoj upotrebi, već će i rukohvatu pružiti svijetli i lijep izgled, poboljšavajući cjelokupnu kvalitetu proizvoda.
-
Faza nakon liječenja: Poboljšajte performanse i zaštitu
Nakon završetka kromiranog obloga, započinje faza nakon tretmana. Ova faza uglavnom uključuje čišćenje i sušenje kromiranih rukohvata, a neki će biti zapečaćeni kako bi se dodatno poboljšala njihova antikorozijska performansi.
Svrha čišćenja je ukloniti zaostalu kromiranu otopinu na površini rukohvata. Ako otopina ostane, kemikalije u njemu mogu korodirati kromirani sloj i supstrat aluminijske legure tijekom naknadne uporabe. Čišćenje obično prihvaća višestupanjsku metodu pranja vode, prvo isperite tekućom vodom kako biste uklonili većinu otopine, a zatim isperite deioniziranom vodom kako bi se osiguralo da na površini nema zaostalih kemikalija.
Proces sušenja također treba upravljati s oprezom. Ako sušenje nije temeljito, zaostala vlaga može formirati mrlje vode na površini kromiranog sloja koji utječe na izgled i također može uzrokovati lokalnu koroziju. Općenito, sušenje vrućeg zraka ili sušenje vakuuma koristi se za brzo isparavanje vlage na površini rukohvata na odgovarajućoj temperaturi i vremenu.
Liječenje brtvljenjem važno je sredstvo za daljnje poboljšanje performansi protiv korozije. Prevlačenjem zaštitnog filma na površini kromiranog sloja, poput organskog premaza ili anorganskog premaza, može učinkovito izolirati zrak i vlagu iz kromiranog sloja i proširiti radni vijek rukovanja. Organski premazi mogu se nanijeti prskanjem ili uranjanjem kako bi se stvorio jednolični film s dobrom fleksibilnošću i otpornošću na vremenske uvjete; Anorganski premazi obično tvore gusti kemijski film na površini kromiranog sloja kroz tretman kemijske pretvorbe kako bi se poboljšala njegova otpornost na koroziju.
Kontrola kvalitete proizvodnog procesa
-
Nabava sirovina: Polaganje temelja za kvalitetu
Nabava sirovina je početna veza proizvodnje. Stroga provjera materijala za aluminijske legure prvi je korak kako bi se osigurala kvaliteta proizvoda. Prilikom kupnje potrebno je u potpunosti testirati kemijski sastav i mehanička svojstva aluminijskih legura. U pogledu kemijskog sastava, omjer sadržaja glavnih legirajućih elemenata u aluminijskim legurama izravno utječe na njegove performanse. Na primjer, magnezij može poboljšati čvrstoću i korozijsku otpornost aluminijskih legura, silicij može poboljšati svoja svojstva lijevanja, a bakar može poboljšati tvrdoću i snagu. Osoblje koje kupuje treba koristiti profesionalnu opremu poput spektrometra za precizno mjerenje različitih elemenata u aluminijskim legurama kako bi se osiguralo da njihov sastav ispunjava unaprijed postavljene standarde. Ako je sadržaj određenog elementa previsok ili prenizak, on će imati štetan utjecaj na naknadne performanse obrade i upotrijebiti performanse rukohvata. Na primjer, nedovoljni sadržaj legirajućih elemenata može uzrokovati da rukohvat nije dovoljno jak i ne može podnijeti pritisak u normalnoj uporabi.
Pored kemijskog sastava, mehaničko ispitivanje svojstava je također neophodno. Kroz zatezanje, mogu se dobiti ključni pokazatelji poput vlačne čvrstoće, čvrstoće prinosa i produženja materijala za aluminij legure. Vlačna čvrstoća odražava sposobnost materijala da se odupire zateznom prijelomu, čvrstoća prinosa ukazuje na vrijednost naprezanja kada materijal počne proizvoditi očitu plastičnu deformaciju, a izduživanje odražava plastičnost materijala. Tek kada ovi mehanički pokazatelji performansi ispune navedene zahtjeve, aluminijski legura ima dovoljnu čvrstoću, žilavost i plastičnost da bi se zadovoljila proizvodnja i obrada rukohvata i stvarnih potreba za upotrebom. Osim toga, površinska kvaliteta sirovina ne može se zanemariti. Potrebno je provjeriti postoje li oštećenja poput pukotina, rupa pijeska, inkluzija itd. Na površini materijala kako bi se izbjegle površinske nedostatke koji utječu na naknadnu obradu i gotovu kvalitetu proizvoda.
-
Veza za topljenje aluminijske legure: Parametri upravljanja jezgrom
Spajanje aluminijske legure ključni je korak u pretvaranju sirovina u prikladne materijale, a ključno je za kontrolu temperature i vremena topljenja. U ranoj fazi topljenja, peć se mora zagrijati na odgovarajuću temperaturu kako bi se postupno otopila sirovina aluminijske legure. Kad je temperatura preniska, aluminijska legura se ne može u potpunosti rastopiti, a iznutra će se stvoriti veliki broj oštećenja poput pora i inkluzija šljake. Te će pore oslabile strukturnu čvrstoću rukohvata i lako će postati izvor ekspanzije pukotina kada su podvrgnute vanjskim silama; Uključivanja šljake uništit će kontinuitet materijala i smanjiti ukupne performanse rukohvata.
Ako je temperatura taljenja previsoka ili je vrijeme predugo, legirajući elementi u aluminijskoj leguri bit će spaljeni. Na primjer, magnezij se lako oksidira i ispariva pri visokim temperaturama, što rezultira smanjenjem sadržaja magnezija u leguri, smanjujući tako otpornost na čvrstoću i koroziju aluminijske legure. Istodobno, dugotrajno topljenje visoke temperature također će učiniti zrna aluminijske legure grube, smanjiti žilavost materijala i učiniti da će se rukohvat pokvariti kad bi se pogodilo. Da bi se precizno kontrolirao postupak taljenja, temperaturni senzori poput termoeleva obično se koriste u proizvodnji za praćenje temperature u peći u stvarnom vremenu, a napajanje grijanja prilagođava se automatiziranim upravljačkim sustavom kako bi se osiguralo da je temperatura stabilna u odgovarajućem rasponu. Za vrijeme topljenja, to će se razumno postaviti prema faktorima kao što su vrsta aluminijske legure i količina hrane, a namjenska osoba bit će raspoređena na vrijeme i nadgledati kako bi se izbjeglo utjecaj na učinkovitost materijala zbog nepravilne kontrole vremena.
-
Postupak lijevanja: Veličina i izgled garancije
Oblikovanje na naslonu je važna faza za dobivanje oblika proizvoda. Bilo da se radi o lijevanju, kova ili drugim procesima lijevanja, dimenzionalna točnost i kvaliteta površine naslona za naslon mora biti strogo zajamčena. U procesu lijevanja, dizajn i točnost proizvodnje kalupa izravno utječu na veličinu naslona za ruke. Dimenzionalno odstupanje kalupa uzrokovat će da oblikovani naslon za ruke ne ispunjava zahtjeve za dizajnom i ne može se normalno sastaviti s drugim dijelovima sjedala. Stoga, nakon što se kalup obradi, potrebno je koristiti opremu za otkrivanje visoke preciznosti, kao što je tročlani mjerni instrument za mjerenje njegovih dimenzija ključeva kako bi se osiguralo da se pogreška kontrolira u vrlo malom rasponu.
Tijekom postupka lijevanja, parametri lijevanja matrica poput tlaka ulijevanja, brzine lijevanja i temperature kalupa također će utjecati na kvalitetu naslona za ruku. Ako je tlak u lijevanju matrice nedovoljan, tekućina od aluminijske legure ne može u potpunosti napuniti šupljinu kalupa, što će uzrokovati probleme poput nedostatka materijala i neravnomjerne površine naslona za ruke; Ako je brzina lijevanja prelijevanja prebrza, tekućina od aluminijske legure stvorit će turbulenciju u šupljini i ući u zrak da bi formirale pore. U procesu kovanja, kontrola parametara kao što je omjer kovanja, temperatura kovanja i broj odstupanja je presudna. Prikladan omjer formiranja može pročistiti zrna aluminijske legure i poboljšati mehanička svojstva materijala; Ali nepravilna temperatura kovanja i broj puta mogu uzrokovati pukotine ili neujednačenu strukturu unutar rukohvata. Nakon formiranja rukohvata, također je potrebno pažljivo pregledati njegovu kvalitetu površine vizualnim pregledom, inspekcijom dodira itd. Kako bi se izbjegli nedostaci poput neravnomjernosti površine i bura.
-
Link za oblaganje s kromiranjem: Osigurajte kvalitetu premaza
Osim što strogo slijedi parametre procesa za kromiranje, kromirana veza za oblaganje je također kritična za otkrivanje kvalitete sloja kromiranja. Tijekom procesa kromiranja, lagana odstupanja u parametrima kao što su vrijeme elektropleta, gustoća struje i sastav otopine za kromiranje može utjecati na kvalitetu sloja kromiranog obloga. Kako bi se osigurala stabilnost parametara, proizvodna linija bit će opremljena posebnom opremom za praćenje parametara, kao što su trenutni senzori, analizatora sastava rješenja itd. Za nadzor i automatski prilagođavanje relevantnih parametara u stvarnom vremenu.
Za otkrivanje kvalitete kromiranog sloja, test za sprej soli često se koristi za testiranje njegove otpornosti na koroziju. Kromirani rukohvat postavljen je u ispitnu komoru za sprej soli kako bi simulirao oštro okruženje visoke vlage i spreja s visokom soli. Izvedba antikorozije kromiranog sloja procjenjuje se promatranjem da li se u određenom vremenu pojavljuju hrđa ili piling. Test tvrdoće koristi se za testiranje tvrdoće kromiranog sloja. Uobičajene metode ispitivanja uključuju Rockwell test tvrdoće i Vickers test tvrdoće. Primjenom određenog opterećenja na površini kromiranog sloja i mjerenjem veličine uvlačenja za izračunavanje vrijednosti tvrdoće, osigurano je da kromirani sloj ima dovoljnu tvrdoću da bi se zadovoljile zahtjeve otpornosti na habanje u svakodnevnoj upotrebi. Osim toga, testirana je i ujednačenost debljine sloja kromiranog sloja. Debljina kromiranog sloja u različitim dijelovima rukohvata mjeri se pomoću opreme kao što je rendgenski fluorescentni spektrometar kako bi se izbjegla lokalna debljina ili prekomjerna vrha.
-
Gotovi sklop i testiranje proizvoda: konačna kontrola
Nakon što je gotov proizvod sastavljen, rukohvat je potrebno testirati na ukupne performanse, što je posljednja kontrolna točka kvalitete prije nego što proizvod napusti tvornicu. U pogledu ispitivanja kapaciteta opterećenja, odgovarajuće opterećenje primjenjivat će se prema dizajnerskom standardu rukohvata kako bi se primijetilo je li rukohvat deformiran ili slomljen. Na primjer, tlak koji je ljudska ruka vršila tijekom normalne uporabe i simulirana je neočekivana udarna sila koja se može pojaviti kako bi se osiguralo da naslon za ruke može održati strukturnu stabilnost u različitim radnim uvjetima.
Za višenamjenske naslone za ruke s pokretnim dijelovima, test fleksibilnosti pokretnih dijelova je neophodan. Više puta podešavajući visinu, kut i druge pokretne dijelove naslona za ruku, provjerite je li njegova operacija glatka i postoje li problemi poput zaglavljanja i nenormalne buke. Istodobno, dijelovi spojnih dijelova pokretnih dijelova također će se testirati na snagu kako bi se spriječile opasnosti od sigurnosti poput labavljenja i pada tijekom česte uporabe. Osim toga, pojavljivanje naslona za ruku konačno će se pregledati, uključujući postoje li ogrebotine i razlike u boji na sloju kromiranog obloga, je li površina naslona za ruke glatka i ravna, itd. Samo proizvodi koji udovoljavaju zahtjevima mogu se konačno otpremiti i isporučiti korisniku.
Kroz strogu kontrolu kvalitete svake ključne veze u proizvodnom procesu Kromirani aluminijski legura multifunkcionalna naslona za ruke , Od pažljivog odabira sirovina do sveobuhvatnog pregleda gotovih proizvoda, svaki korak utjelovljuje potragu za kvalitetom, osiguravajući da konačni proizvod može zadovoljiti visoke standarde u performansama, kvaliteti i izgledu i zadovoljiti potrebe tržišta i korisnika.
Širok raspon scenarija primjene
Pored uredskih stolica, višenamjenski nasloni za naslone za naslone za aluminijsku leguru s kromiranim aluminijskim legurama također imaju širok raspon primjena. U području javnog prijevoza, poput sjedala aviona i željezničkih sjedala velike brzine, njegove lagane i karakteristike visoke čvrstoće udovoljavaju zahtjevima prijevoza za lagana i sigurnosna sjedala. Istodobno, kromirana obloga omogućava mu da ostane lijepa čak i pod čestim korištenjem. U medicinskim mjestima, kao što su stolice za čekanje u bolnici i stolice za obuku za rehabilitaciju, otpornost na koroziju kromiranih naslona za aluminijsku leguru lako je očistiti i dezinficirati, što može učinkovito spriječiti rast klica, a njegove multifunkcionalne karakteristike mogu udovoljiti potrebama korištenja različitih pacijenata. U slobodno vrijeme, poput kazališnih sjedala i sjedala u auditoriju, njegov prekrasan izgled i ugodno iskustvo poboljšavaju kvalitetu cjelokupnog okoliša.
Manifestacija i realizacija višenamjenskih karakteristika
Multifunkcionalne karakteristike kromirane aluminijske legure multifunkcionalne naslone za naslone za ruke uglavnom se odražavaju na prilagodljivost, udobnost i praktičnost. U pogledu prilagodljivosti, kroz poseban konstrukcijski dizajn, poput upotrebe kliznih tračnica, šarki i drugih komponenti, visina i kut naslona za ruke mogu se prilagoditi korisnicima različitih visina i navika upotrebe. U pogledu udobnosti, površinski oblik naslona za ruku ergonomski je dizajniran tako da odgovara krivulji ruke i smanji pritisak na ruku uzrokovanu dugoročnom uporabom. Praktičnost se ogleda u nekim dodatnim funkcijama. Na primjer, neki nasloni za ruke imaju prostor za skladištenje za male predmete; Neki su nasloni za ruke integrirali priključke za punjenje kako bi zadovoljili potrebe za punjenjem elektroničkih uređaja korisnika. Ove se funkcije postižu razumnim strukturnim dizajnom i komponentnim kombinacijom, što ne samo da osigurava čvrstoću i stabilnost naslona za ruke, već mu i daje veću vrijednost.
Prednosti zaštite okoliša i recikliranja
U usporedbi s naslonima za naslone od ostalih materijala, kromirani aluminijski legura multifunkcionalna naslona za naslone za ruke imaju očite prednosti u zaštiti okoliša i recikliranja. Sama aluminijska legura je metalni materijal koji se može reciklirati. Nakon što se završi radnički zastoj naslona, može se reciklirati i preispitivati kako bi se napravili novi aluminijski proizvodi od legura, smanjujući otpad od resursa. Proces kromiranja također se neprestano poboljšava u pogledu zaštite okoliša. Novi postupak obloga kromiranja koristi ekološki prihvatljivije metode tekućine i liječenja za smanjenje rizika od onečišćenja teških metala. Nadalje, kromirani aluminijski naslon za legure ima dug radni vijek, što smanjuje učestalost zamjene proizvoda i neizravno smanjuje potrošnju energije i zagađenje okoliša u proizvodnom procesu.
Utjecaj faktora topljenja na izvedbu
Tijekom proizvodnog procesa, temperatura topljenja i vrijeme aluminijske legure imaju značajan utjecaj na snagu i žilavost naslona za ruke. Odgovarajuća temperatura taljenja može u potpunosti rastopiti aluminijsku leguru i osigurati jednoliku raspodjelu leguranih elemenata, poboljšavajući tako snagu i žilavost naslona za ruku. Ako je temperatura previsoka, elementi legure s niskom tablicom u aluminijskoj leguri će ispariti u velikim količinama, što rezultira promjenama u sastav legure i smanjenjem mehaničkih svojstava naslona za ruku; Ako je temperatura preniska, aluminijska legura se ne može u potpunosti rastopiti, a unutar su nefalne metalne čestice, koje će tvoriti točke koncentracije stresa, smanjiti žilavost naslona za ruke i olakšati ga se prekida tijekom upotrebe. Vrijeme topljenja je također važno. Ako je vrijeme prekratko, leguri se ne mogu u potpunosti otopiti i raspršiti, što utječe na izvedbu naslona za ruku; Ako je vrijeme predugo, povećat će potrošnju energije, a može uzrokovati da aluminijska legura apsorbira zrak, proizvodi nedostatke poput pore i smanjite snagu i žilavost naslona za ruku.
Razmatranja dizajna izgleda
Dizajn izgleda višenamjenskog naslona za naslonu s kromiranim aluminijskim legurom ima jedinstvenu ideju u uravnoteženju estetike i praktičnosti. U pogledu boje, kromirana obloga daje naslonu za ruku sjajan, metalni izgled, a najčešća boja je svijetlo srebrno. Ova boja nije samo modna i lijepa, već i poboljšava cjelokupnu ocjenu stolice. U smislu dizajna stila, on će biti dizajniran u kombinaciji s ergonomijom i scenarijima upotrebe. Na primjer, na uredskim stolicama, nasloni za ruke su jednostavni i glatki, što je prikladno da korisnici mogu prirodno smjestiti i pomicati ruke; Na stolicama za slobodno vrijeme može se koristiti više zaobljenih i zakrivljenih oblika za povećanje udobnosti i vizualne ljepote. Istodobno, rubova tretmana naslona za ruke također će obratiti pažnju na detalje kako bi se izbjegli oštri uglovi i spriječili ogrebotine na korisnicima.
Prednosti za zdravlje korisnika
Korištenje kromiranih multifunkcionalnih naslona za naslone za legure aluminijske legure može korisnicima donijeti mnoge zdravstvene prednosti. Njegov ergonomski dizajn može pružiti dobru potporu oružju i ramenima. U uredskim scenama, za korisnike koji dugo koriste računala, nasloni za ruke odgovarajuće visine i kuta mogu smanjiti pritisak na ruke i ramena, izbjegavati umor mišića i bol uzrokovanu visećim rukama ili nepravilnim položajima i smanjiti rizik od bolesti poput periartritisa ramena i cervikalne spondiloze. Za ljude s ograničenom mobilnošću ili starijim osobama, čvrst i umjereno visok naslon za ruke može im pomoći u ustajanju i sjedenju, pružanju sigurnosne zaštite i smanjiti mogućnost pada i ozljede.
Točke održavanja
S povećanjem radnog vijeka, održavanje kromiranog višenamjenskog naslona za naslonje za legure aluminijske legure mora obratiti pažnju na neke ključne točke. U svakodnevnoj upotrebi izbjegavajte ogrebotine površine naslona za ruku oštrim predmetima kako biste spriječili oštećenje kromirane obloge. Pri čišćenju koristite meku vlažnu krpu za obrišite. Ako postoje tvrdoglave mrlje, upotrijebite neutralni deterdžent i izbjegavajte upotrebu kiselih ili alkalnih deterdženata kako biste izbjegli koroziju kromiranog obloga i supstrata aluminijske legure. Za Podesivi dijelovi naslona za ruke , redovito provjeravajte jesu li njihovi dijelovi vezanja labavi, zategnuti ih na vrijeme i osigurati uobičajenu upotrebu naslona za ruku. Ako se utvrdi da je sloj kromiranog obloga djelomično odvojen, trebalo bi ga popraviti na vrijeme kako bi se spriječilo oksidacijsku koroziju supstrata aluminijske legure nakon izlaganja, što će utjecati na performanse i izgled naslona za ruku.








 uredski namještaj s kromiranim višenamjenskim dijelovima fotelje-5d")
 Uredski namještaj hardver kromirani podesivi podesivi dijelovi za naslon za ruke-5d")
 uredska stolica namještaj stolica Chrome 5d Multifunkcionalni dijelovi stolice za naslon za ruke")

 Slobodno nas kontaktirajte
Slobodno nas kontaktirajte
- Brze veze proizvoda
- Naslon za uredsku stolicu
- Hardverska čelična ploča
- Poliuretan PU površina
- Kotača
- Kontakt podatke
- Tangpu Industrial Park, okrug Anji, grad Huzhou, provincija Zhejiang, Kina
- [email protected]
- +86-13567973388

